SINCE 1957
Rider's pride
SINCE 1957
Rider's pride
Plastic Injection molding is a manufacturing process for producing parts by injecting material into a mold. Injection molding can be performed with a host of materials, including metals, glasses, elastomers, confections, and most commonlythermoplastic and thermosetting polymers i.e Plastic. Material for the part is fed into a heated barrel, mixed, and forced into a mold cavity, where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer,
We are making many of the Plastic Pedal Blocks it is also applicable for packaging, bottle caps, automotive dashboards, pocket combs, some musical instruments (and parts of them), one-piece chairs and small tables, storage containers, mechanical parts (including gears), and most other plastic products available today. Injection molding is the most common modern method of manufacturing parts; it is ideal for producing high volumes of the same object.
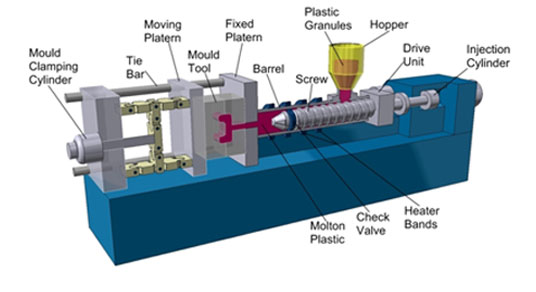
Injection molding utilizes a ram or screw-type plunger to force molten plastic material into a mold cavity; this solidifies into a shape that has conformed to the contour of the mold. It is most commonly used to process both thermoplastic and thermosetting polymers. Thermoplastics are prevalent due to characteristics which make them highly suitable for injection molding, their versatility allowing them to be used in a wide variety of applications, and their ability to soften and flow upon heating.
Injection molding consists of high pressure injection of the raw material into a mold which shapes the polymer into the desired shape. Molds can be of a single cavity or multiple cavities. In multiple cavity molds, each cavity can be identical and form the same parts or can be unique and form multiple different geometries during a single cycle.
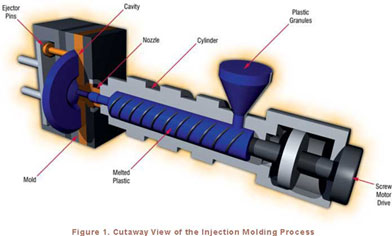
When thermoplastics are molded, typically pelletized raw material is fed through a hopper into a heated barrel with a reciprocating screw. Upon entrance to the barrel the thermal energy increases and the Vander Waals forces that resist relative flow of individual chains are weakened as a result of increased space between molecules at higher thermal energy states. This reduces its viscosity, which enables the polymer to flow with the driving force of the injection unit. The screw delivers the raw material forward, mixes and homogenizes the thermal and viscous distributions of the polymer, and reduces the required heating time by mechanically shearing the material and adding a significant amount of frictional heating to the polymer. The material feeds forward through a check valve and collects at the front of the screw into a volume known as a shot. A shot is the volume of material that is used to fill the mold cavity, compensate for shrinkage, and provide a cushion (approximately 10% of the total shot volume, which remains in the barrel and prevents the screw from bottoming out) to transfer pressure from the screw to the mold cavity. When enough material has gathered, the material is forced at high pressure and velocity into the part forming cavity. To prevent spikes in pressure, the process normally utilizes a transfer position corresponding to a 95–98% full cavity where the screw shifts from a constant velocity to a constant pressure control. Often injection times are well under 1 second. Once the screw reaches the transfer position the packing pressure is applied, which completes mold filling and compensates for thermal shrinkage, which is quite high for thermoplastics relative to many other materials.
Once the gate solidifies, no more material can enter the cavity; accordingly, the screw reciprocates and acquires material for the next cycle while the material within the mold cools so that it can be ejected and be dimensionally stable. This cooling duration is dramatically reduced by the use of cooling lines circulating water or oil from a thermolator. Once the required temperature has been achieved, the mold opens and an array of pins, sleeves, strippers, etc. are driven forward to demold the article. Then, the mold closes and the process is repeated.