SINCE 1957
Rider's pride
SINCE 1957
Rider's pride
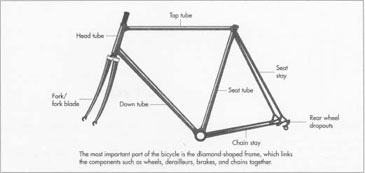
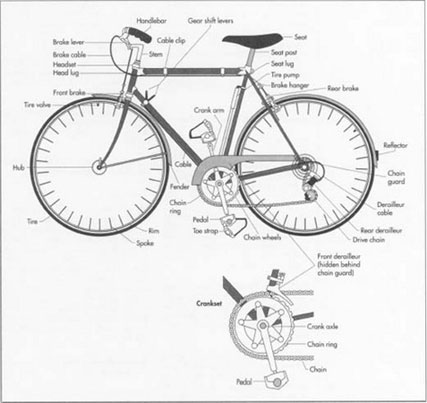
The most important part of the bicycle is the diamond-shaped frame, which links the components together in the proper geometric configuration. The frame provides strength and rigidity to the bicycle and largely determines the handling of the bicycle. The frame consists of the front and rear triangles, the front really forming more of a quadrilateral of four tubes: the top, seat, down, and head tubes. The rear triangle consists of the chainstays, seatstays, and rear wheel dropouts. Attached to the head tube at the front of the frame are the fork and steering tube.
For much of the bicycle's history the frame was constructed of heavy, but strong, steel and alloy steel. Frame material was continually improved to increase strength, rigidity, lightness, and durability. The 1970s ushered in a new generation of more versatile alloy steels which could be welded mechanically, thereby increasing the availability of light and inexpensive frames. In the following decade lightweight aluminum frames became the popular choice. The strongest metals, however, are steel and titanium with life-expectancy spanning decades, while aluminum may fatigue within three to five years.
Advances in technology by the 1990s led to the use of even lighter and stronger frames made of composites of structural fibers such as carbon. Composite materials, unlike metals, are anisotropic; that is, they are strongest along the axis of the fibers. Thus, composites can be shaped into single-piece frames, providing strength where needed.
The components, such as wheels, derailleurs, brakes, and chains, are usually made of stainless steel. These components are generally made elsewhere and purchased by the bicycle manufacturer.
Seamless frame tubes are constructed from solid blocks of steel that are pierced and "drawn" into tubes through several stages. These are usually superior to seamed tubes, which are made by drawing flat steel strip stock, wrapping it into a tube, and welding it together along the length of the tube. Seamless tubes may then be further manipulated to increase their strength and decrease their weight by butting, or altering the thickness of the tube walls. Butting involves increasing the thickness of the walls at the joints, or ends of the tube, where the most stress is delivered, and thinning the walls at the center of the tube, where there is relatively little stress. Butted tubing also improves the resiliency of the frame. Butted tubes may be single-butted, with one end thicker; double-butted, with both ends thicker than the center; triple-butted, with different thicknesses at either end; and quad-butted, similar to a triple, but with the center thinning towards the middle. Constant thickness tubes, however, are also appropriate for certain bikes.
The tubes are assembled into a frame by hand-brazing or welding by machine, the former being a more labor-intensive process and therefore more expensive. Composites may be joined with strong glue or plastic binders. The components are generally manufactured by machine and may be attached to the frame by hand or machine. Final adjustments are made by skilled bicycle builders.