SINCE 1957
Rider's pride
SINCE 1957
Rider's pride
"Forging" is the term for shaping metal by use of heat and hammer. Forging is done with a power-driven hammer; Dies are usually used. These are Steel Blocks (varies product wise, i.e. Pedal Axle/Hub Axle/Crank Shaft) hollowed out or carved in relief in the shape of the desired part. One die is stationary, the other is attached to the underside of a hammer or press ram. A piece of metal is then hammered or squeezed until it takes on the shape of the die cavity. Sometimes there are several sets of dies that form the metal in stages into the final shape. Smaller parts may be forged cold; larger parts, hot. Maximum pressure exerted is about 100 tons or more (varies product wise, i.e. Pedal Axle/Hub Axle/Crank Shaft) per square inch. Variations of the forging process are called sizing, heading, and coining. Some industrial machines for forging are the drop hammer, steam hammer, and hydraulic press. Forging toughens iron and steel, while casting makes them brittle.
A basic smithy contains a forge, sometimes called a hearth for heating the metals (commonly iron or steel) to a temperature where the metal becomes malleable (typically red hot), or to a temperature where work hardening ceases to accumulate. Tools include tongs to hold the hot metal, and hammers to strike the hot metal.
In forging is commonly done either with machine presses or with hammers powered by steam or compressed air. These hammers are very large, having reciprocating weights in the thousands of pounds.
There are Two Types of Dies for forging, Open & Closed Die forging. In open-die work the metal is free to move except where contacted by the hammer. In closed-die work the material is placed in a die resembling a mold, which it is forced to fill by the application of pressure. We are producing by closed-die forging, which is well suited to mass production.
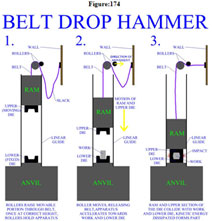
The belt drop hammer is another drop forging machine tool that operates similarly to the board drop hammer. Rollers grip a belt that is connected to the ram. They raise the hammer by the belt, this causes the belt to gain slack. Pulling apart the rollers will release the belt. When the belt is released, the hammer will fall. This type of machine also relies only on the force of gravity.
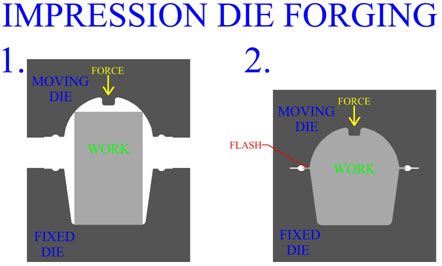
Forging manufacture involves compression of a work piece by the use of impression die, (a mold), that contain cavities that act to restrict the flow of metal within the die during the deformation of the work. The metal will fill the space within the die cavity as it is plastically compressed into the mold. Closing of the mold completes the deformation, hence impression die forging is also referred to as closed die forging. The forged metal part will now have the geometric dimensions of the mold, provided a complete filling of the die cavity occurred during the process. The operation of forcing metal to flow into and fill the impressions in the die will also alter the grain structure of the metal. The creation of favorable grain structure through controlled material deformation should always be a consideration in the design of an impression die forging process.
One characteristic of impression die forging manufacture is the formation of flash or fin around the forged part. During the design of the metal forging operation, the volume of the starting work piece is made slightly higher than that of the closed die cavity. As the die close, and the work metal flows into and fills the contours of the impression, some excess material will flow out of the die and into the area between the two die. This will form a thin plane of metal all around the work at the parting line, (where the two die meet when they close), of the forged product. Flash is trimmed from the forging in a latter process.